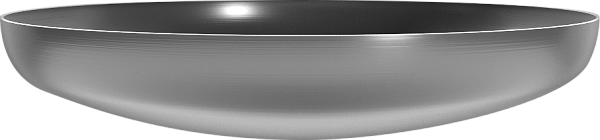
Торосферические днища
Торосферические днища – элемент, применяемый в сосудах под давлением, конструкцию которого определяют две геометрические фигуры: сфера и тор. Основной особенностью данного вида днищ является торовый элемент, так называемая отбортовка, соединяющая сферическую поверхность с прямым участком, переходящим непосредственно в обечайку емкости. Из-за своей формы данный вид занимает меньше места чем гемиосферическое (полушаровое) днище.

Технологические возможности ООО «КУПОЛ»
- Диаметр торосферических днищ: от 150 мм до 4500 мм.
- Толщина стенки: от 3 мм до 30 мм.
- Высота прямого участка: до 60 мм.
Конструктор торосферических днищ
Штамповка «на горячую»
в специализированных штампах, имеющих форму готового днища. Особенности – высокая точность изготовления, толщина днища от 5-6 мм в зависимости от диаметра готового изделия, необходимость дополнительной очистки окалины, необходимость подрезки торца.Обкатка на ротационных машинах
– обкатной ролик придает форму днища обкатывая матрицу. Особенности – высотка точность изготовления, небольшая толщина стенки – до 5 мм, необходимость замены пуансона в связи с быстрым износом данного элемента.Холодная штамповка
с последующей отбортовкой на фланжировальных машинах.Особенности:
- Большая вариативность размеров.
- Толщина стенки от 2 - 3мм даже на больших диаметрах (до 2000мм).
- Высокая точность изготовления (17 квалитет).
- Необходимость в проведении окончательной термообработки.
- Подрезка торца на толщинах от 8мм.
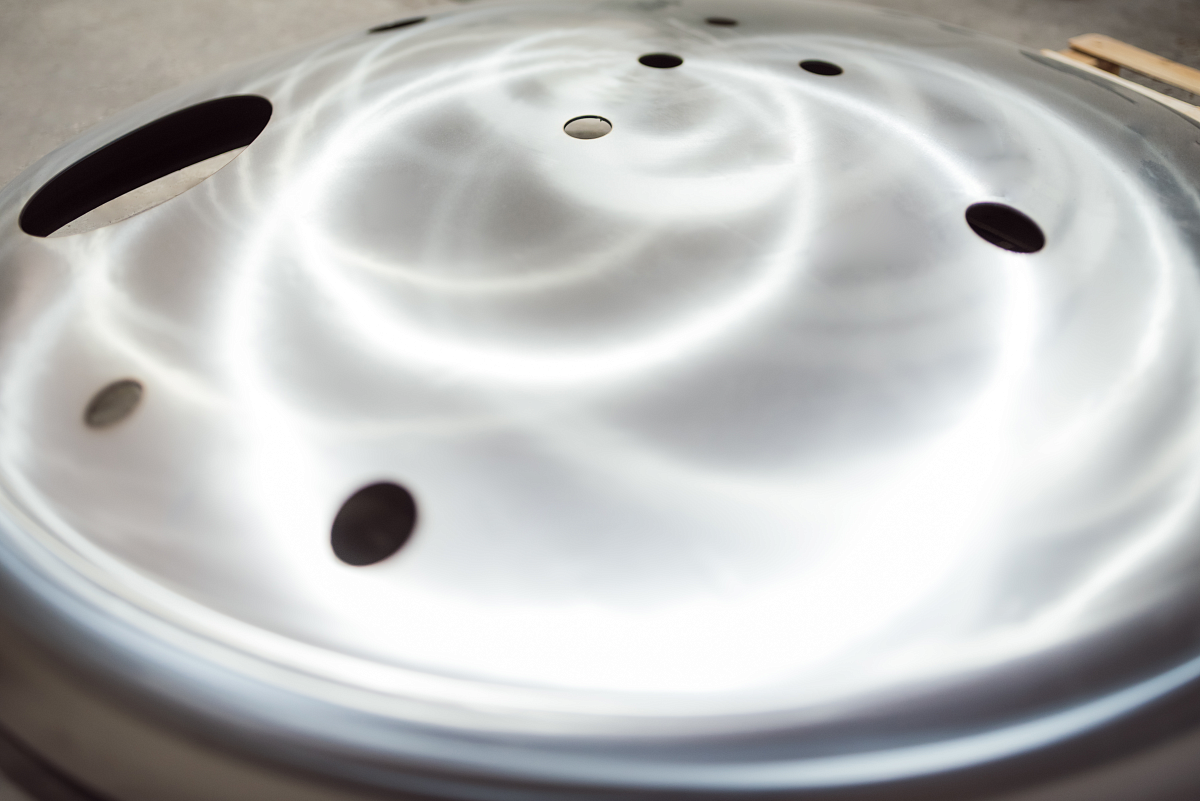
- Складкообразность (гофристость) поверхности. В процессе изготовления днищ штамповкой на периферийных сжаторастянутых участках заготовки, не соприкасающихся с инструментом, возможна потеря устойчивости и образования складок. При выправлении складок как на прессе, так и при обкатке они могут переходить в зажимы, которые способствуют возникновению разрывов и ухудшают качество получаемых деталей. (Следует заметить, что данный вопрос очень остро стоял перед коллективом ООО «Купол» в самом начале нашего производственного пути, но благодаря уникальной разработанной технологии мы смогли добиться абсолютно гладкой поверхности на диаметрах до 2650мм даже при толщине заготовки 2-3м)
Интересный факт:
Процесс фланжирования в различных странах называют по-разному, в СССР было принято называть давильной обработкой, закаткой, давильно-раскатным процессом, в США – спинингованием, гидроспиннингом, силовым спинингованием, выдавливанием методом истечения, ротационной раздачей. В Евросоюзе принят термин выдавливание.
В Российской Федерации геометриеские размеры торосферических днищ не стандартизируются, в отличие, к примеру от Европы – DIN 28011 и DIN 28013, EN 13445-3, AD 2000-Merkblatt B3, ASME U (в США) и ML (в Китае).
В России применение в аппаратах оговаривается в следующих нормативных документах: ГОСТ 34347-2017 Сосуды и аппараты стальные сварные.
Данный стандарт:
- допускает применение в сосудах торосферические днища,
- регламентирует расположение сварных швов на заготовках,
- определяет основную геометрию: высоту выпуклой части относительно внутреннего диаметра,
- определяет отношение радиуса отбортовки (r)к внутреннему диаметру (D)
- определяет отношение радиуса штамповки (R) к диаметру днища (D).
- ГОСТ 14249-89 Сосуды и аппараты нормы и методы расчета на прочность. Данный стандарт допускает к применению три типа торосферических днищ:
Тип В R≈0.9*D, r≥0.170 D
Тип С R≈0.8*D, r≥0.150 D
*R – радиус сферической поверхности, r – радиус торовой части, D – внутренний диаметр днища.
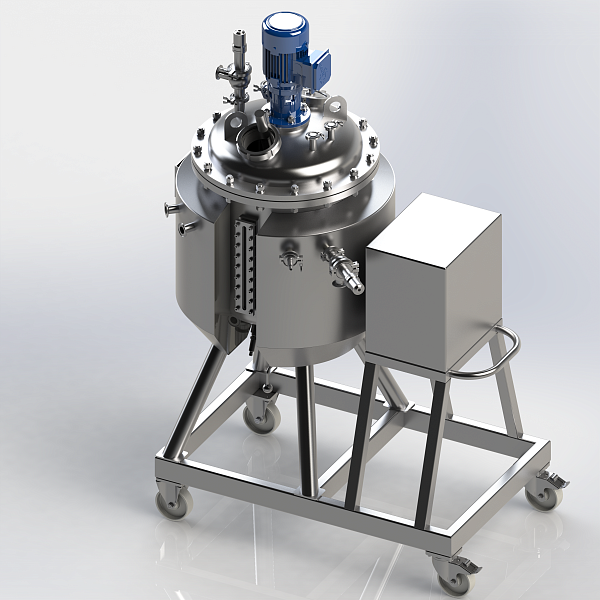
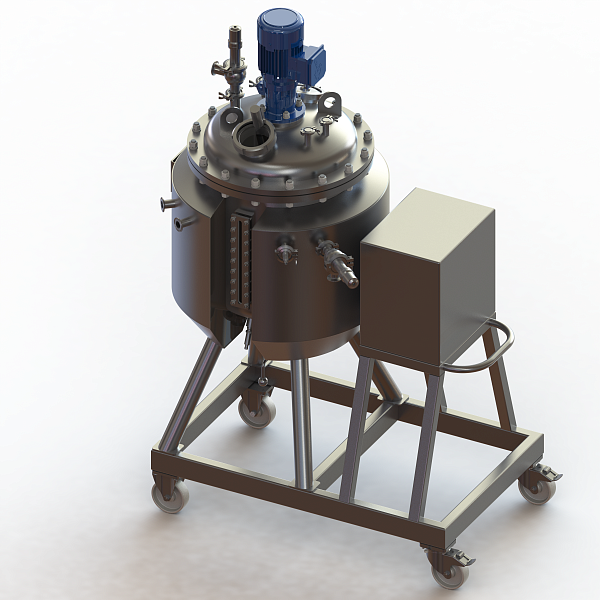
Сферы применения
Торосферические днища нашли широкое применение в следующих отраслях промышленности:- В пищевой промышленности в емкостях хранения, смешивания, в технологических емкостях для производства кефира и творога, в заквасочниках и емкостях для сквашивания.
- В химической промышленности в диссольверах, мерниках, реакторах, вакууприемниках и грязевиках.
- В лакокрасочной промышленности – в дежах, скрубберах, приемниках и конденсаторах.
- В химической промышленности – в емкостях для хранения аммиачной селитры и теплообменниках.
- В нефтехимической промышленности – в предфильтрах и мобильных установках.
Дополнительные услуги по обработке днищ:
- Проведение термической обработки днищ. Нагрев в печах до 1100 град. С с предоставлением всей сопутствующей документации.
- Неразрушающие методы контроля сварных соединений (Радиографический и ультразвуковой контроль)
- Подрезка торца и снятие фаски для приварки днищ к обечайке.
- Струйная обработка поверхности (песко, стеклоструйная обработка поверхности)
- Шлифовка днищ до 0,08 Ra.
- Резка днищ в отверстиях днищах.



Фотографии продукции



Оставьте заявку
Остались вопросы, или хотите подробнее ознакомится с нашей продукцией, оставьте заявку и наши менеджеры свяжутся с вами.